
1、FLZ-8E型竹节纱装置中竹节数据的基本格式如下:
|
|
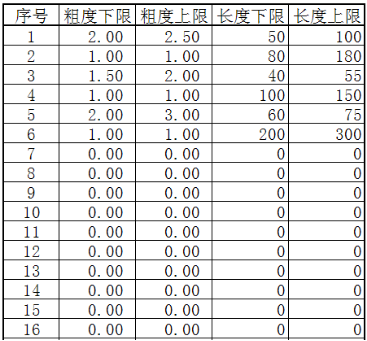
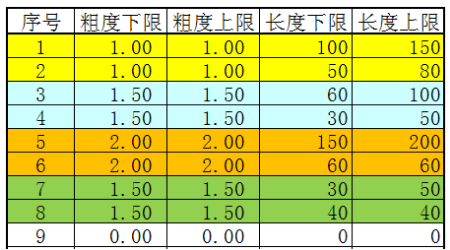
上图中每一行是一小组,序号就是小组号,最大可以达到200小组。每一小组中包含4个数据:粗度上、下限和长度上、下限。把粗度为1的纱线定义为基纱,或者说基纱就是粗度为1的竹节。基纱就是粗纱经过设定好的牵伸倍数牵伸得到的纱线。
2、如何快捷设定竹节数据?
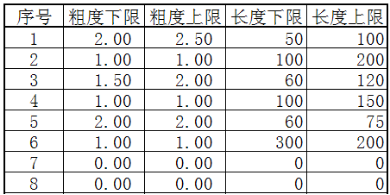
A、通常情况下,竹节数据是达不到200小组的,在设定数据时只需在最后一小组数据的下一小组中把长度上下限都设定为0即可。如上图中,竹节数据只有6小组,设定好6小组竹节数据后,把第7小组竹节数据的长度上下限都设定为0,即使从第8小组开始仍有竹节数据,当点按触摸屏上的“竹节数据规则化”按钮或退出竹节数据设定画面以后,从第7小组至第200小组的所有的数据全部清零。
B、当粗度或长度数据是一个范围,在设定时可以不必关注大小数据的设定次序,也就是说大数据可以设定在下限,小数据可以设定在上限,如下图:
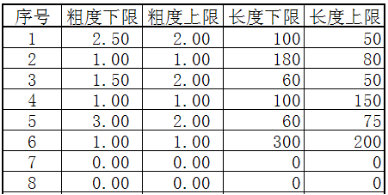
当点按触摸屏上的“竹节数据规则化”按钮或退出竹节数据设定画面以后,上下限值会根据实际数值的大小进行自动调整,如果下限值大于上限值,则两个数据自动对调,否则不调整。
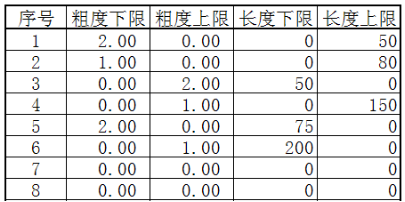
C、如果设定的竹节数据不存在上下限,或者说上下限值是一样的,则只要设定下限值或者上限值就行了,但要保证另一个数值为0,如下图:
D、点击小组序号数字,会把上一小组的粗度上下限数值复制到本小组的粗度上下限中去,如上图中,点击序号“2”,则会把第1小组的粗度上下限数值复制到第2小组的粗度上下限中去。这一点在纺纱模式为“模糊型”、“智能型”和“专家型”中设定粗度时特别方便。
E、点击“粗度上下限一致”按钮,则会把所有的粗度下限数值自动复制到粗度上限中去;点击“长度上下限一致”按钮,则会把所有的长度下限数值自动复制到长度上限中去。
F、点击“单数组粗度一致”按钮,则会把第一小组的粗度上、下限数值自动复制到其它所有单数组粗度的上、下限中去;点击“双数组粗度一致”按钮,则会把第二小组的粗度上、下限数值自动复制到其它所有双数组粗度的上、下限中去。
3、纺纱模式详解:
竹节纱装置在运行过程中实际上是按照小组设定的数据运行的,不同的纺纱模式的区别就是小组的运行次序不一样。
例如运行第1小组时,竹节纱装置根据设定的粗度上下限数值,在粗度上下限数值范围内随机选择一个粗度数值,同时根据设定的长度上下限数值,在长度上下限数值范围内随机选择一个长度数值,确定了粗度和长度以后,装置就控制伺服的电机的运行,使前罗拉输出的纱线符合设定的要求。当按照第1小组的设定要求输出完纱线以后,再输出下一小组要求的纱线,下一小组是否就是第二小组呢?这是不一定的!这是由所选择的纺纱模式来确定的!
纺纱模式决定了竹节数据小组的运行次序!
A、有规律模式:
在有规律模式下,小组运行是从第1小组开始至最后一小组顺序运行的,最后一小组运行完成以后返回第1小组运行,周而复始。
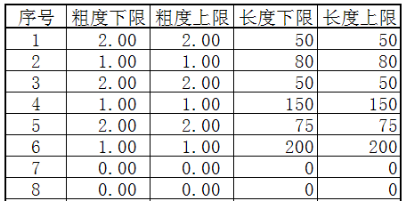
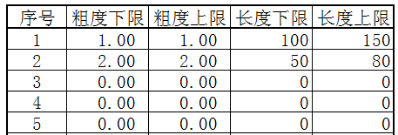
假设设定的竹节数据如下:
假如一开始竹节纱装置运行在第1小组,第1小组完成以后运行第2小组,第2小组完成以后运行第3小组,第3小组完成以后运行第4小组,第4小组完成以后运行第5小组,第5小组完成以后运行第6小组,第6小组完成以后由于第7小组没有竹节数据,便返回到第1小组运行,按照1>2>3>4>5>6>1>2>3>4>5>6>……的顺序周而复始运行。
在有规律模式下纺出的纱线是否是“有规律”的呢?不一定的!
如果每一小组的粗度和长度上下限数值是一样的,纺出的纱线就是有规律的,如果粗度或者长度上下限数值是不一样的,纺出的纱线就是无规律的或者说是模糊的、随机型的!
纱线的粗度和长度是由设定的粗度上下限数值和长度上下限数值来决定的!
B、无规律模式:
在无规律模式下有一个大组的概念,也就是把若干个竹节数据小组分成若干个大组。划分大组是自动划分的,大组划分的规则是:
与第一小组粗度完全一致的小组作为下一大组的起点。
假设设定的竹节数据如下:
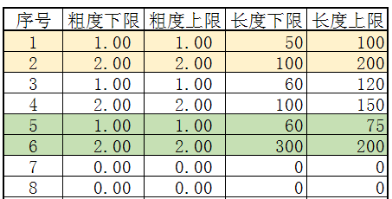
从上图中可以看出,第3、5小组的粗度上下限完全和第1小组的粗度上下限一样大小,竹节纱装置自动把第1、2小组划分为第一大组,把第3、4小组划分为第二大组,把第5、6小组划分为第三大组。
竹节纱装置在运行时在大组内部的小组是按顺序运行,大组之间是随机选择运行的。
如果按照上图的设定数据,运行完第1小组后马上运行第2小组,运行完第2小组后是否运行第3小组呢?不一定的!因为大组的运行是随机的,第1、2小组运行完成以后表明第一大组已经结束,下面选择运行的大组是随机的,可能是第二大组,也可能是第三大组,当然也有可能仍旧是第一大组。如果随机选择了第二大组,就运行第3小组,然后再运行第4小组;如果选择了第三大组就运行第5小组,然后再运行第6小组;如果选择了第一大组就运行第1小组,然后再运行第2小组。从上面的运行方式可以看出,竹节和基纱是一一对应的,也就是说运行第1小组结束以后肯定是第2小组,运行第3小组以后肯定是第4小组,……。
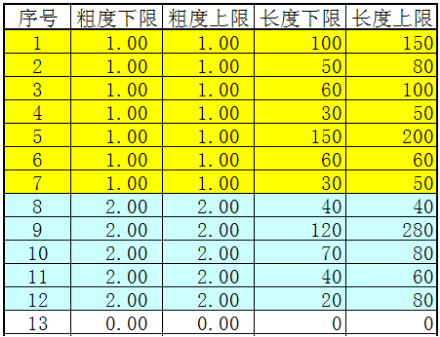
在无规律模式下,每组大组中的小组组数不一定只有两个小组,可以任意多组小组,如下图是典型的带有节中节的竹节纱的竹节数据:
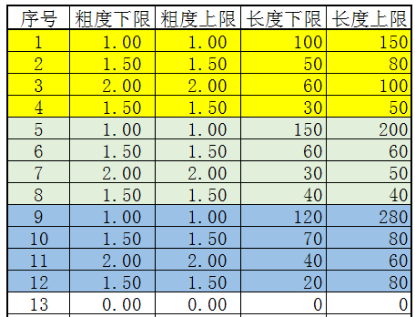
根据无规律模式下大组划分规则,第5、9小组的粗度上下限数值和第1小组的粗度上下限数值完全一致,所以第5小组为第二大组的起点,第9小组为第三大组的起点。因此,第1、2、3、4小组为第一大组,第5、6、7、8小组为第二大组,第9、10、11、12小组为第三大组。
上述竹节数据纺出来的竹节纱是这样的:先纺一段基纱,其次是一段1.5倍粗度的竹节,再次是一段2倍粗度的竹节,最后是一段1.5倍粗度的竹节。纺制出来的竹节纱看上去是一个2倍粗度的竹节套在1.5倍粗度的竹节上,就是俗称的节中节竹节纱。当然竹节数据也可以只有第1、2、3、4小组,也就是只有一大组竹节数据,这种情况也能纺出节中节的竹节纱,此时无规律模式和有规律模式是一样的,运行时都是从第1小组至第4小组顺序运行,周而复始。
C、随机型模式:
在随机型模式下大组的划分规则是:
从第1小组开始每两小组作为一大组,大组内部的小组是按顺序运行的,大组之间是随机选择运行的。
这一点和无规律模式差不多,不同点是:1、在随机型模式下一个大组里面只有两个小组,而在无规律模式下大组里面的小组数量是不确定的;2、在随机型模式下,在一个大组循环里面大组的选择不会重复,而在无规律模式下,大组的选择可能会重复。
假设设定的竹节数据如下:
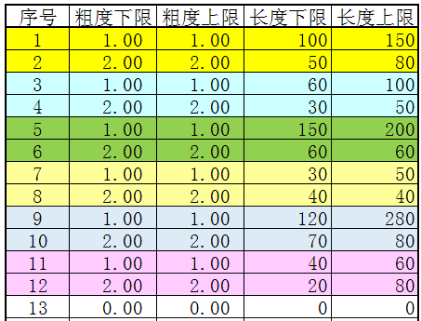
根据随机型模式大组的划分规则,第1、2小组为第一大组,第3、4小组为第二大组,第5、6小组为第三大组,第7、8小组为第四大组,第9、10小组为第五大组,第11、12小组为第六大组。
按照上面设定的竹节数据,竹节纱装置运行第1小组后马上运行第2小组,第2小组运行结束以后,表示第一大组已经运行完成,然后在第二、三、四、五、六大组中随机选择一大组运行。假设选择了第四大组,竹节纱装置就马上运行第7小组,第7小组运行完成以后马上运行第8小组。第四大组运行结束以后,在余下未运行的大组里面随机选择一大组,也就是在第二、三、五、六大组里面选择一大组,以此类推。当六大组全部运行一遍以后,重新在第一至第六大组里面随机选择一大组运行,周而复始。
在随机型模式下,竹节数据输入时一般要把基纱和竹节间隔输入,小组数量为双数,基纱组数数量和竹节组数数量是相同的。从上面的运行方式可以看出,竹节和基纱是一一对应的,也就是说运行第1小组结束以后肯定是第2小组,运行第3小组以后肯定是第4小组,……。
D、模糊型模式:
在模糊型模式下,大组划分规则:
若干相邻小组粗度完全一致的小组自动分为一大组。竹节纱装置运行时大组是按顺序进行的,大组里面的小组是随机选择运行的。
这和无规律模式运行次序恰好相反。
在输入竹节数据时要把相同粗度的竹节(或者基纱)放在一起,如下图:
在上图所示的竹节数据中,第1、2、3、4、5、6、7小组的粗度是完全一样的,所以把这7小组划分为第一大组;第8、9、10、11、12小组的粗度是完全一样的,所以把这5小组划分为第二大组。
假设一开始竹节纱装置运行第1小组,当第1小组完成以后,在第二大组里面的第8、9、10、11、12小组中随机选择一小组运行,运行完成以后再从第一大组里面的第1、2、3、4、5、6、7小组中随机选择一小组运行,按照这个运行规律周而复始地运行。
从上图中可以看出竹节小组数量和基纱小组数量不一定要相同,纺出的纱线竹节和基纱不是一一对应的,第1小组可以对应第8、9、10、11、12小组中的任意一组,第8小组可以对应第1、2、3、4、5、6、7小组中的任意一组。
在纺纱过程中,如果要求竹节和基纱是一一对应的,一般选择随机型模式,如果要求竹节和基纱不是一一对应的,要选择模糊型模式。当然这两种纺纱模式设定的竹节数据排列方式是不一样的,不可以简单地只更换纺纱模式而不改变竹节数据的排列方式!
在模糊型模式下也可以纺出节中节的竹节纱,竹节数据设定举例如下:
根据前面介绍的模糊型模式的运行规律,很容易可以看出纺出来的就是带有节中节的竹节纱。
在模糊型模式下,如果各相邻小组的粗度数值都不一样,则此时和有规律模式是一样的,竹节数据设定举例如下:
在模糊型模式下,如果各小组的粗度数值都和第1小组的粗度数值不一样,则此时和有规律模式、无规律模式是一样的,竹节数据设定如下:
E、智能型模式:
在智能型模式下,大组划分规则:
若干相邻小组粗度完全一致的小组自动分为一大组。智能型模式的大组的划分规则和模糊型模式是一样的,不同的是大组的运行规律。运行时,第一大组间隔选定,其余大组顺序选定。
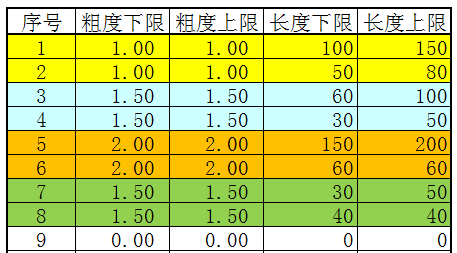
仍旧以下图的设定的竹节数据为例:
第1、2小组划分为第一大组,第3、4小组划分为第二大组,第5、6小组划分为第三大组,第7、8小组划分为第四大组。运行顺序如下:
1、从第一大组里面随机挑选一小组(第1或2小组)运行;
2、完成以后从第二大组里面随机挑选一小组(第3或4小组)运行;
3、完成以后返回到第一大组,从第一大组里面随机挑选一小组(第1或2小组)运行;
4、完成以后从第三大组里面随机挑选一小组(第5或6小组)运行;
5、完成以后返回到第一大组,从第一大组里面随机挑选一小组(第1或2小组)运行;
6、完成以后从第四大组里面随机挑选一小组(第7或8小组)运行;
7、回到第1步运行。
一般情况下,第一大组的粗度都设定为1,也就是把第一大组定义为基纱。纺出的纱线的竹节粗度会按照设定的粗度顺序变化。
F、专家型模式:
在专家型模式下,大组划分规则:
若干相邻小组粗度完全一致的小组自动分为一大组。智能型模式的大组的划分规则和模糊型、智能型模式是一样的,不同的是大组的运行规律。运行时,第一大组间隔选定,其余大组随机选定。
仍旧以上图的设定的竹节数据为例。第1、2小组划分为第一大组,第3、4小组划分为第二大组,第5、6小组划分为第三大组,第7、8小组划分为第四大组。运行顺序如下:从第一大组里面随机挑选一小组(第1或2小组)运行;完成以后从第二、三、四大组里面随机挑选一大组,确定好大组以后再在确定好的大组里面随机挑选一小组运行,完成以后返回到第一大组,从第一大组里面随机挑选一小组(第1或2小组)运行,完成以后再从第二、三、四大组里面随机挑选一大组,确定好大组以后再在确定好的大组里面随机挑选一小组运行,就这样周而复始地运行。
一般情况下,第一大组的粗度都设定为1,也就是把第一大组定义为基纱。纺出的纱线的竹节粗度会按照设定的粗度随机变化。
只要了解并且熟悉上面6种纺纱模式的运行规律,根据实际客户的要求,灵活设定竹节数据和纺纱模式,都能纺出符合客户要求的竹节纱出来!
4、几种特殊竹节数据详解:
A、竹节数据只有两小组
在纺纱过程中,很多情况只有两小组竹节数据,如下图:
在这种情况下,6种纺纱模式的效果是一样的。根据不同的纺纱模式大组的划分规则,不管选择哪种纺纱模式运行,竹节纱装置运行时总是在第1、2小组之间交替运行的。如果长度上下限不同,即使选择了有规律模式运行,纺出来的纱线效果也是“无规律”、“随机型”或者说是“模糊型”的。如上图,当运行第1小组时,纺出来的纱线长度在100--150mm之间,当运行第2小组时,纺出来的纱线长度在50--80mm之间,每次运行时长度都是随机的,所以说纺出来的纱线效果是“无规律”的。
B、设定的粗度数值小于1大于0
如果把竹节的粗度数值设定小于1大于0,就会产生所谓的“负竹节”,就是说竹节比基纱还要细。当运行在粗度小于1大于0的小组数据时,中后罗拉的转速比纺制基纱时还要慢。如果设备上安装了单向轴承,还要考虑一个最低转速的问题。
C、设定的粗度为0
如果把竹节的粗度数值设定为0,就会使中后罗拉停顿,实际上此时竹节纱装置就处于纺段彩纱状态了。
D、如何有意地使偏短(或者偏长)的竹节(基纱)多一些
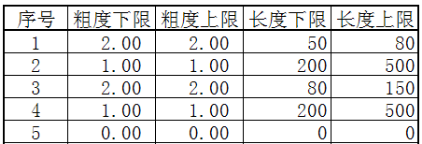
先举一个常用的竹节数据为例:

如果按照上述竹节数据纺出来的竹节纱,竹节长度在50--150mm之间,基纱长度在200--500mm之间,并且竹节长度在50--150mm之间是随机并且均匀分布的,基纱长度在200--500mm之间是随机并且均匀分布的。
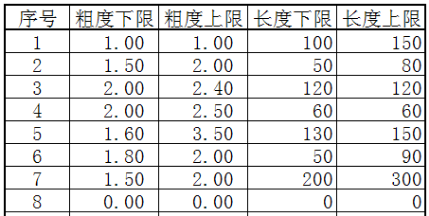
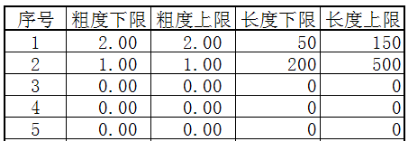
为了简单明了的解释,我们只探讨竹节长度。理论上在一定足够长度的纱线中,50--60mm、60--70mm、70--80mm、80--90mm、90--100mm、100--110mm、110--120mm、120--130mm、130--140mm和140--150mm长度的竹节出现的概率是一样的,并且是均匀分布的。如果想使50--80mm的竹节数量偏多一些,怎样才能办到呢?只要把原来的竹节数据分割成两部分就可以,如下图:
设定上面的数据以后,把纺纱模式改成有规律、无规律、随机型或者模糊型都可以。在这些数据中,关键点就是第1小组的长度上限和第3小组的长度下限的数值。如果设定值小于100,则短竹节就会偏多,设定值大于100,则长竹节偏多。
如果把此数值设定为50--150的中间值100,此时在无规律模式下则和原来的效果是一样的;在有规律、模糊型模式下则相邻两个竹节的长度不可能再相同长度范围之内;在随机型模式下,则相邻三个竹节长度不肯能在相同范围之内。
如果调整基纱长度的出现概率,则方法是一样的,在此就不多说了。
5、不同厂家的竹节纱装置纺纱模式的区别:
有些用户可能装有不同厂家生产的竹节纱装置,输入相同的竹节数据后纺出来的竹节纱的风格或者支数不同,造成一些困惑,最主要的原因是不同厂家的PLC软件运算方式不同引起的。
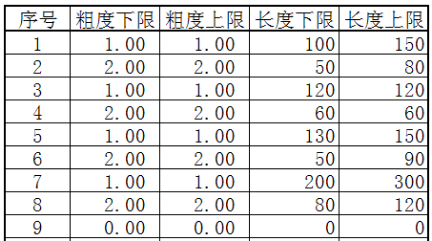
我们以下面的竹节数据为例说明:
按照上述数据纺出来的竹节纱,理论上竹节长度在50--150mm之间,并且平均长度是100mm,从50mm至150mm范围之内的竹节长度是平均分布的,基纱长度在200--500mm之间,从200mm至500mm范围之内的基纱长度是平均分布的。控制竹节或基纱长度都是由PLC内的软件运算产生一个随机数来进行的,但如何得出一个的随机数,每个厂家运算方法都不一样的。
一个真正意义上的随机数是“无章可循”的,但通过PLC软件运算得出的任何数都是“有章可循”的,也就是说PLC是无法得出真正意义的随机数。这就需要PLC软件工程师编写出尽可能接近“无章可循”的随机数的软件算法,谁能产生出接近理论上的随机数就表示谁的软件编写得好。相同的竹节数据产生的竹节纱的纱支重量、竹节(基纱)长度的分布均匀度越接近理论值,就表示谁的软件编写得越好。
但竹节纱有一个特殊情况,就是先入为主。用第一家厂家生产的竹节纱装置生产出来的竹节纱风格已经被客户认可以后,用第二家厂家生产的竹节纱装置生产的竹节纱只能尽可能的向第一家靠拢,仅从纺纱风格来讲不能说明第二家厂家的竹节纱装置没有第一家好。
对于我公司的竹节纱装置,只要能充分熟知各种纺纱模式的运行规律,总能纺出各种风格的竹节纱出来。

电话:0510-88707264,88704838
传真:0510-88704838-616
