
一、 基本原理
匀整仪的基本原理是根据棉层厚度的变化来进行调整天平罗拉的转速,以达到经过天平罗拉的棉花量在单位时间内恒定的目的。
FLT300B型匀整仪在棉层厚度检测方面采用的是绝对检测原理,也就是匀整仪检测到的棉层厚度就是反应的天平罗拉处棉层的实际厚度,这一点和市场上其他任何厂家的匀整仪不同。
因此FLT300B匀整仪对传感器的性能要求和传感器零位校正要求比较高,一定要使用原厂的位移传感器和按照标准步骤进行零位校正操作。设想一下,如果对棉层厚度检测不正确,怎能使匀整仪对棉卷质量控制得好呢?
二、 调试步骤
1. 调整罗拉隔距
理论上匀整仪对罗拉隔距的要求是越小越好,一般调整天平罗拉与洋琴的隔距≤5丝,但一般隔距为7丝时问题也不大。
2. 安装传感器
先倒空天平罗拉处的棉花,调整传感器在重锤上的位置,使传感器探头外露约5毫米(先把探测头压到底,然后使其回弹约5毫米即可),固定紧传感器,按住“校正”键5秒钟不放,直到厚度显示窗口显示“End”后放开,使厚度显示为00.00。
每隔半个月需检查传感器零位是否正确。检查时先按“反转”键倒空天平罗拉处的棉花,观察匀整仪厚度显示窗口显示数值是否在±0.50之内,如果不是则按住“校正”键5秒钟,重新校零一下即可。校正好零位后,再按“正转”键,把棉花重新喂入到天平罗拉处,这样可以保证开车后成卷不断头。
3. 匀整仪参数设定
匀整仪在运转时都是按照设定的参数和检测到的棉层厚度进行的,因此在开车前必须设定好相应的参数。
通常情况下只需设定以下几个参数即可:
Pn00设定为1.8(纺纯棉或粘胶)或2.4(纺涤);
Pn03根据实际情况设定为棉卷的标准重量(包含棉钎的重量,如有棉卷称重时包含包布则还应加入包布的重量);
其他参数暂时不要设定和更改,以出厂默认值为准。
4. 开车
开车后先做一个完整的棉卷,待棉卷落下来后停车,对落下来的棉卷进行称重,记下棉卷的称重重量。
点击匀整仪面板上的“实际重量”按钮,输入刚才称到的棉卷的实际重量后再按“确认”键,然后开车。
第二个棉卷落下来以后进行称重,如果实际重量和标准重量偏差不多,不必管它,继续开车;如果实际重量和标准重量偏差仍旧较多,则把第二个棉卷的实际重量再一次输入到匀整仪里面去。一般来讲第三个棉卷肯定是正卷。
第一个棉卷落下来以后停车的原因是:一般来讲第一个棉卷不太可能是正卷的,由于棉卷落下来以后至称到棉卷的实际重量有一个较长的延后,如果清花车不停车,仍旧按照原来的数据和转速在运行,等到把棉卷的实际重量输入到匀整仪里面时已经有小半个乃至半个棉卷成型了,这样第二个棉卷落下来以后称到的棉卷重量不是真正调整以后棉卷的重量,这样有可能第二个,甚至第三、第四个棉卷的重量都不能达到标准重量,可能会浪费很多棉卷的。如果第一个棉卷落下来以后停车,基本能保证第二个棉卷是正卷。
5. 重量调整
当棉卷的重量有偏差时,有两种方法可以调整棉卷的重量:
重量快调:一般来讲,棉卷的实际重量和标准重量相差较大,可通过重量快调的方式进行调整。调整时,点击面板上的“实际重量”按钮,输入棉卷的实际重量,再点击一下“确认”即可,下一个棉卷即是正卷。棉卷每称重一次,重量快调只能调整一次,切记不可连续多次输入实际重量进行重量快调,否则棉卷重量会严重失真!
重量微调:如果棉卷的实际重量和标准重量相差不大,可通过重量微调方式进行调整。调整时只要点击面板上的“▲”或“▼”,每按一下,调整棉卷重量50g。假设棉卷重量要加重150g,则只要连续点击“▲”三次即可。
三、 曲线补偿
正卷做稳以后,抽取两个棉卷进行米重测试。如果不匀率没达到要求,则把米重数据用曲线描述出来,观察米重曲线,看看是否有相同的波动规律,如果有规律性的波动,则可以通过曲线补偿的方法对米重进行补偿。下面举例分析:
假设有一个棉卷的米重数据如下表格所示:
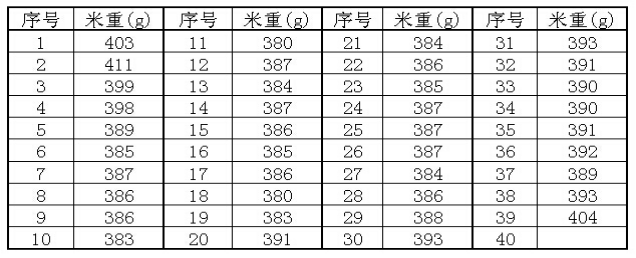
成卷时间为230秒,卷头为0.6米,卷尾为0.5米。根据米重数据画出米重数据波动曲线图:
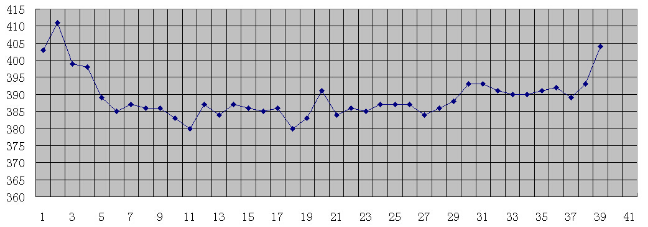
从图表上可以看出棉卷米重存在着大卷重小卷轻的现象,产生此种现象的原因是棉层卷绕时产生的意外牵伸引起的。最后一米特别重,往往是生头不良引起的。由于匀整仪只控制到天平罗拉,从综合打手开始至成卷部分是不控制的,从天平罗拉开始到成卷处大约有1.5~2米的棉卷长度,所以要把最后一米的米重数据移至第一米前面,重新画出米重数据曲线波动图:
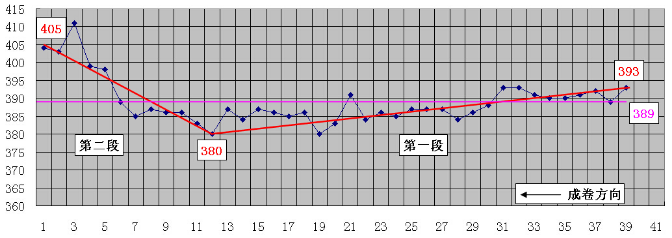
在实际的成卷过程中是从小卷开始的,所以在分析曲线波动图时因从右往左计算分析。从小卷开始米重393克逐步变轻,当经过28米后米重降到380克,然后又逐步加重,到最后一米为405克。在曲线图中可以用2条直线段拟合米重数据曲线的波动变化情况。
计算分析过程:
1) 整个棉卷的平均米重为Pn12:389克;
2) 棉卷的总长度:39+0.6+0.5=40.1米;
3) 成卷速率:230秒÷40.1米=5.74秒/米;
4) 第一段成卷时间Pn13:5.74秒/米×28米=161秒;
5) 第二段成卷时间Pn15:230秒-161秒=69秒(最后一段时间为总成卷时间减去前几段时间的总和);
6) 第三段成卷时间Pn17设为任意一个非零的数字即可,在曲线图中实际上并没有第三段时间;
7) 补偿深度Pn11预设为1.5(经验值);
8) 第一段重量Pn14设为393克;
9) 第二段重量Pn16设为380克;
10) 第三段重量Pn18设为405克(实际上就是第二段的末尾的米重)。
计算得出上述数据以后,分别将这些数据输入到匀整仪相应的参数里面去,然后按住面板上的“补偿”按钮5秒钟不放,待补偿指示灯点亮后松开。匀整仪在下一个棉卷成卷时自动进入补偿状态。
补偿后,再对棉卷进行米重测试,画出米重数据波动曲线图,查看米重波动情况,如果曲线还有原来的类似的变化曲线,则说明补偿深度不够,要加大补偿深度;如果曲线的变化趋势和原来相反,则说明补偿深度太大,需要减小补偿深度。
棉层米重波动曲线会随着机械设备的状态、原料特性、棉卷工艺变化而变化,所以补偿数据不是一成不变的。经过一段时间后,如果发现棉卷不匀率有所升高,需要先把补偿关闭,重新测试棉卷米重,经过分析后得出新的补偿数据,再输入到匀整仪里面去。
注意点:
n 如果补偿深度设定为0时,则匀整仪不会进入补偿状态。
n 一般来讲,纺棉和粘胶不需要补偿,纺涤需要补偿。
n 补偿分段一般不超过三段,超过三段可视为无规律!
n 切记不可对已经补偿的棉卷再次进行补偿数据分析计算!
n 米重数据波动没有规律性不可使用补偿功能!
n 落卷信号不正常不能使用补偿,否则适得其反!
四、 使用中常见问题
1、 匀整失速
开车时如果转速窗口显示的转速为“0.0”或“25.0”,表明匀整处于失速状态,即电机处于最低或最高转速状态。
一般出现这两种情况是由于实际重量输入时数据有误造成的,此时只要点击“实际重量”按钮后输入“999”后再点击“确认”,即可使电机的转速恢复到15rpm左右,进行此操作后应马上落小卷,重新做一个完整的棉卷后进行重量调整。
但如果转速达到25rpm时棉卷重量还是偏轻,未达到标准重量,则表明供棉太少,也就是说天平罗拉已经达到最高转速还不能使棉卷的重量达到标准重量,此时应加大供棉量,使天平罗拉处的棉层厚度加大。
正常情况下匀整仪转速显示范围在8~20rpm之间比较合理,如果转速长时间低于8rpm或者高于20rpm,可适当减少或加大供棉量,使转速处于一个比较合理的范围,有助于降低不匀率和提高正卷率。
正常情况下匀整仪的厚度显示范围在8~25mm之间比较合理,如果超出此范围,适当加大或减小供棉量,尽量使棉层厚度在合理范围内,有助于降低不匀率和提高正卷率。
2、 重量不稳
如果重量波动不大,观察棉层厚度波动范围。理想棉层波动范围为小于5mm,即棉层最大显示值和最小显示值之差小于5mm,如果超过范围尽量从设备上进行调整。棉层越稳定越有利于匀整仪工作。还可以适当调整匀度值(Pn00),调整匀度值时可参考下面的方法:①观察棉层波动曲线显示窗口,如果棉层厚度变厚,而重量变轻,则表明匀度值太大,调小匀度值,反之则加大匀度值。②如果棉层厚度变薄,而重量变轻,则表明匀度值太小,加大匀度值,反之则调小匀度值。调整匀度值时应小幅度的调整,一般每次变化0.1~0.2。
如果重量波动较大,首先要查看成卷时间是否稳定。当一个棉卷落下来以后,点击面板上的“清除/结束”按钮,显示器会显示“t--- XXX”,“XXX”表示刚才落下来的棉卷的成卷时间,单位是秒,把它记下来。等下一个棉卷落下来时再看一下成卷时间,比较一下前后两个成卷时间,正常情况下两个时间数值相差不应超过1秒,也就是说每个棉卷的成卷时间都是一样的。如果时间相差较大,说明成卷计数器在计数时有问题,换句话说就是棉卷的长度不一样,必然导致棉卷重量不稳定,偏差较大。出现这种情况时,通过匀整仪调整重量时很困难,很可能根本无法出正卷。
棉层太薄也会引起重量不稳。当厚度显示长时间小于5mm,说明16根天平曲杆中有很多都没有翘起来,这种情况下位移传感器没有办法检测到真正的棉层厚度的波动变化,天平罗拉自然无法做出正确的转速调整,最终引起棉卷重量不稳定。解决办法是适当加大供棉量,使天平曲杆全部翘起来。
棉层太厚同样会引起重量不稳。如果棉层太厚,天平曲杆翘得很高,导致位移传感器探测头接触不到检测平台,这种情况下位移传感器没有办法检测到真正的棉层厚度的波动变化,天平罗拉自然无法做出正确的转速调整,最终引起棉卷重量不稳定。解决办法是适当减小供棉量,使天平曲杆探测头能接触到检测平台。
3、 厚度不变化
厚度不变化可能有以下几种情况:
n 厚度窗口显示的是时间,不是棉层厚度。匀整仪的厚度窗口显示的数值既可以是棉层厚度也可以是时间,只要看一下显示窗口上面的状态指示灯是厚度指示灯亮还是时间指示灯亮。如果是时间指示灯亮着,只要点击一下“显示模式”按钮,显示窗口就会切换显示棉层厚度的数值,同时时间指示灯熄灭,厚度指示灯点亮。
n 位移传感器探测头脱离检测平台。当天平罗拉处的棉层太厚或者位移传感器安装不合理,使位移传感器探测头接触不到检测平台,自然无法反映棉层的厚薄变化,匀整仪显示窗口的厚度也就不变化了。此时应减小供棉量或者重新安装调整位移传感器,使位移传感器能检测到棉层厚薄的波动。
n 天平曲杆根本没有翘起来。可能是天平罗拉处没有棉花或者棉花很少,没有使天平曲杆上翘。
n 位移传感器损坏。位移传感器损坏后没有信号输出,只能更换新的传感器。
n 传感器线断开。位移传感器至匀整仪控制箱的连线断开后导致信号传输不到匀整仪控制箱,这种情况请重新连接传感器线或者更换信号线。
n 匀整仪控制线路板损坏。此种情况只能更换线路板或者维修线路板。
4、 不匀率偏高
影响不匀率的因素很多,虽然匀整仪起到很关键的作用,但是其它方面也不可忽略。匀整仪只控制到天平罗拉,从天平罗拉往后至成卷部分,匀整仪是无能为力的。除了匀整仪的因素外,以下几个方面都影响着棉卷不匀率:棉花的开松与混和、综合打手至尘笼处有无挂花、尘笼吸风是否均匀、压钩压力是否稳定、成卷卷绕时有无以外牵伸、小卷生头是否良好等等。
从匀整仪方面来说,最关键的是匀度值设定是否合理。一般来说纺棉或粘胶时匀度值设定得小一些,在1.6~2.0之间,纺涤时匀度值设定得稍大一些,一般为2.2~2.4,混纺时根据混纺比例设定在前两者之间。在不影响正卷的情况下对匀度值进行微调,看看不匀率是否有所改善。
棉卷生头是一个绕不开的话题,由于挡车工的操作水平和生头机构性能千差万别,往往小卷生头部分几米特别重,虽然米数不多,但是影响不匀率的权重非常大。因此提高挡车工的操作水平和保持生头机构良好动作非常重要。
对棉卷进行米重测试时一定要把米重数据以图表的形式表示出来,看看米重在一个棉卷中是如何变化的,观察分析有没有规律。如果大多数棉卷的米重变化规律都一样,就可以使用匀整仪的曲线补偿功能,使规律变化的米重数据尽量回归到合理的地方。补偿功能对于米重有规律波动的棉卷效果非常显著,可以大大降低棉卷的不匀率。
根据我公司二十多年来的实践经验,还有两个因素往往被人忽视,但是如果有这方面因素影响,则影响结果是非常大的:一是棉钎的弯曲程度,棉卷的米重最终是在米重机上测试出来的,根据测试出来的结果判断棉卷的不匀率是否合格。如果棉钎的弯曲程度足够大,在米重机上测试小卷部分时,由于米重机结构的原因,会使棉卷上下有个起伏,造成棉卷意外牵伸,测试的米重数据波动非常大;二是米重机裁割棉卷长度不一样,理论上米重机每次裁割的棉卷长度都是一米,但有时由于机械原因,导致每次裁割的棉卷长度不一样长,米重数据变化也就太大了。当1米的长度有2%的误差时,带来的米重数据波动是灾难性的。这种情况实际上是最好检查的,只要在米重机上划一条刻度线,看看每次停车时是否在同一地方停下来。
5、 传感器安装不合理
匀整仪位移传感器的总量程约42mm。如果在位移传感器校零时,探测头露出来多一些,则有效量程就少一些,反之有效量程就多一些。
如果天平罗拉处的棉花较厚,在正常开车时,位移传感器有时要脱离检测平台,在没办法通过振动棉箱减小供棉量的情况下,可以试探着在位移传感器校零时让探测头少露出来一些,以此增加位移传感器的有效量程。但校零时不能使探测头压到底,以防止在天平罗拉处棉花倒空时,整个重锤压在位移传感器上,使传感器损坏。
切记不可随意调节位移传感器在重锤上的安装位置。由于FLT300型匀整仪的棉层厚度检测原理是绝对检测,随意调整了位移传感器的位置,则会使检测得到棉层厚度数据与实际的棉层厚度有偏差,导致天平罗拉控制不准。
五、 简单判断匀整仪的好坏
a:在补偿灯熄灭和停车的情况下,按“实际重量”键输入“999”后按“确认”键,匀整仪内部变频器应显示“30.00±1.00”;
b:在开车状态下,变频器上显示的频率数值是匀整仪转速窗口显示数值的2倍;
c:接上传感器后,让传感器探测头全部弹出,记下匀整仪上显示的厚度数值,然后全部压进探测头,记下匀整仪上显示的厚度数值,这两者相减的数值应为42左右。
d:先使位移传感器全部弹出,按“实际重量”键输入“999”后按“确认”键,再次按“实际重量”键输入“30”后按“确认”键,此时变频器上显示的频率较小,然后用手慢慢压住位移传感器的探测头往下压,观察变频器上显示的频率数字变化情况,频率数值应逐步增大,直到达到最高50.00Hz,中间不应出现频率数值“小→大→小→大”的变化情况。
e:启动清花车而天平罗拉不运转,此时应观察“运转”状态指示灯的情况。如果“运转”状态指示灯不亮,说明匀整仪没有接收到启动信号,重点检查匀整仪的外部启动信号;如果“运转”指示灯点亮,观察转速窗口,如有转速显示而电机不运转,则关闭清花车,点按“正转”或“反转”,如果天平罗拉仍旧不转,基本判断变频器有问题,反之则控制线路板有问题。

电话:0510-88707264,88704838
传真:0510-88704838-616
