
电气箱内拆除原自调匀整仪、电子秤、PLC等部件只保留基本的空气开关和接触器等低压电器,如下图:
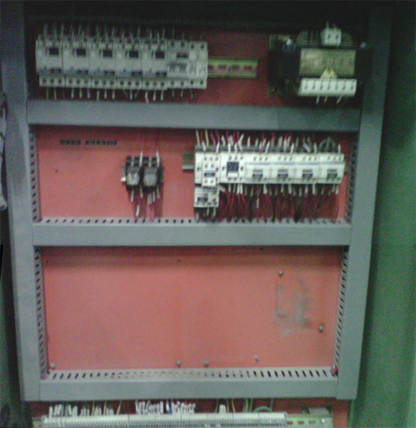
改造后的电气布局如下:


(V2003版本)
操作显示器安装位置如下:


二、 操作简介
操作显示器安装在按钮箱上面,操作方便,所有的设定、调整均通过触摸屏操作,报警显示直接在触摸屏上以中文的形式显示出来。原来的文本显示器弃之不适用,安装一个急停按钮,以应付紧急情况。按钮操作和原来一样,不影响值车工的操作习惯。
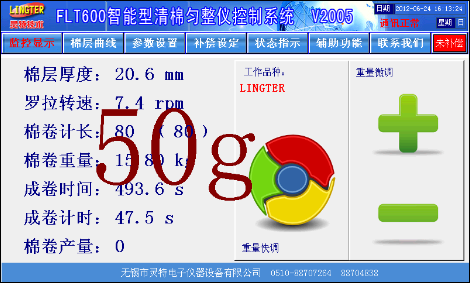
触摸屏画面精美,所有数据一目了然,设定方便,更有棉层厚度波动记录功能、自动调试功能、曲线补偿功能、品种储存功能、棉卷产量统计功能、车况状态显示功能。基本画面如图1:
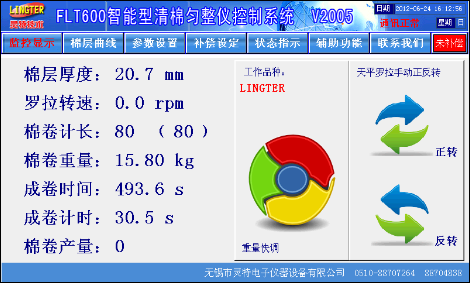
屏幕上显示通讯状态、棉层厚度、天平罗拉转速、棉卷计长、棉卷标准重量、成卷时间、棉卷产量和当前工作品种等数据,同时设有重量快调按钮和天平罗拉正反转按钮。点击重量快调按钮,显示图3画面,直接输入棉卷的实际重量,可快速调整棉卷的重量;点击正反转按钮,可手动控制天平罗拉的正反转。
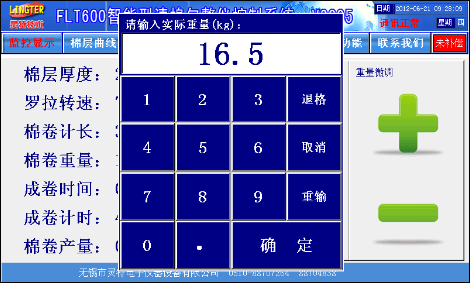
图3 重量快调输入画面
通过键盘,直接输入棉卷的实际重量,然后按“确定”按钮,就可快速调整棉卷的重量,生产出来的下一个棉卷即达到标准重量。
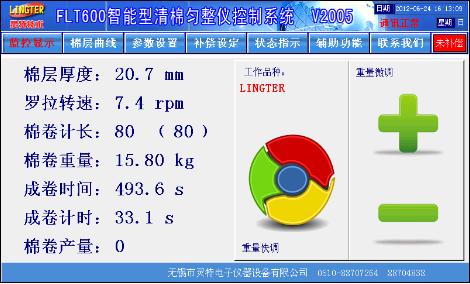
启动清花车后,天平罗拉的正反转按钮变为棉卷重量微调加减按钮,点击微调按钮后显示图4画面,每点击一次微调按钮,棉卷重量变化50克。
每点击一次重量微调“-”按钮,棉卷重量减少50克,减少量在显示屏上显示出来,延时3秒后自动消隐。
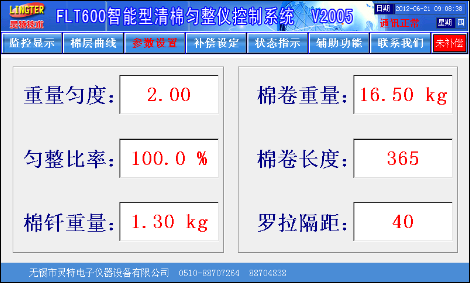

图7 参数输入画面
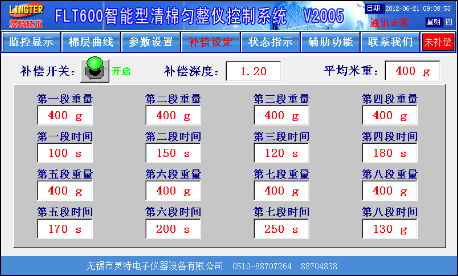
画面上显示所有有关曲线补偿的参数,补偿开关必须开启后匀整仪才会进入到补偿工作状态。其他的补偿参数需要根据实际的棉层米重波动曲线经分析计算后得出具体数据后输入。
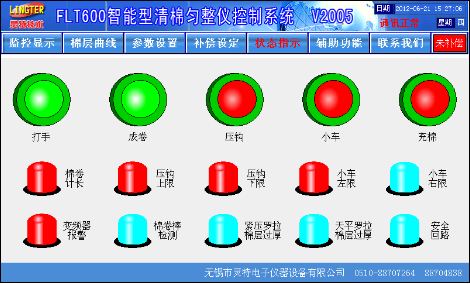
5个红绿状态指示灯分别指示清花车当前的工作状态,10个红蓝指示灯分别指示清花车上各个行程开关或接近开关的状态。如清花车如遇故障不能正常开车时,机修工可根据这些状态指示灯便可很容易判断出故障点。

设定时间:点击该按钮后,可设定系统的日期和时间;
成卷反转:点击该按钮后,可使成卷罗拉反转(仅在清花车停车时才起作用);
零位校正:点击该按钮后,根据画面提示,可手动对传感器进行零位校正操作(仅在清花车停车时才起作用);
产量清零:点击该按钮后,把当前记录产量数据记录到产量记录表中,同时产量记录表中最早的记录数据移出数据库,产量记录表中最多可记录40个班次的数据。
自动调试:点击该按钮后,进入到自动调试画面,如图11所示。再点击“确认”键后,仪器会自动运转,并进行一些调试、校正和初始化工作,如遇传感器安装位置不合适,自动停止,并文字提示,根据所提示的内容进行一些调整后,继续尚未完成的自动调试工作。
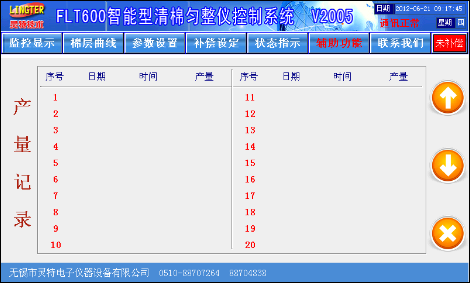
产量记录:点击该按钮后,进入到产量记录画面,如图12所示。每班的产量数据包含日期、时间和棉卷数量。
品种操作:点击该按钮后,进入到品种操作画面,如图13所示。最多可记忆20个品种数据,并可对每个品种进行储存、更换、重命名和删除操作,特别适合多品种小批量生产要求,能够快速使清花车正常开车落卷。
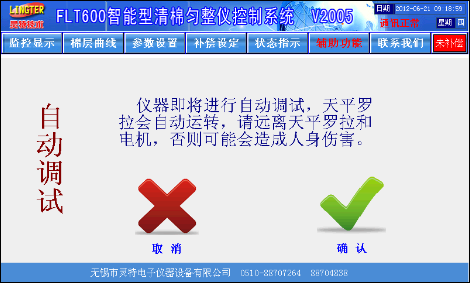
点击确认后,只要根据提示操作就行,极其简单明了。

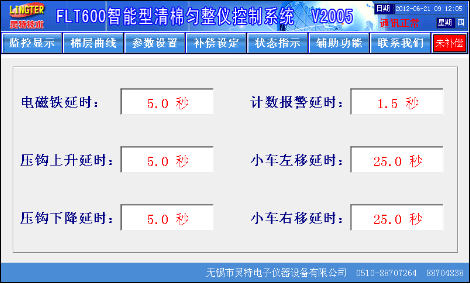
落卷三自动延时时间设定画面:
电磁铁延时:落卷时电磁铁吸合延时时间,经过延时时间后电磁铁释放;
计数报警延时:成卷时,经过设定的时间后仍检测不到计数信号或者漏计计数脉冲信号,则报警停车;
压钩上升延时:自动落卷时,经过设定的时间后压钩仍未到上限位,则取消自动落卷,可改为手动落卷;
压钩下降延时:自动落卷时,经过设定的时间后压钩仍未到下限位,则取消自动落卷,可改为手动落卷;
下车左移延时:自动落卷时,经过设定的时间后小车左移仍未到左限位,则取消拔棉卷棒动作,可改为手动拔辊;
下车右移延时:自动落卷时,经过设定的时间后小车右移仍未到右限位,则取消小车返回动作,可改为手动返回;

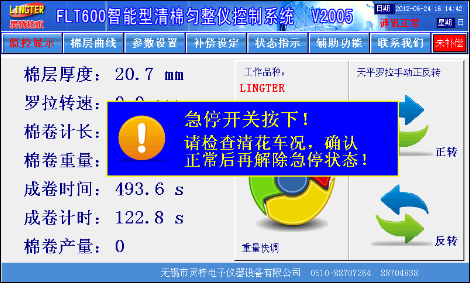
FLT600智能型匀整仪控制系统智能化程度很高,时刻监控着清花车设备和工作状态,所有的报警发生时都会在屏幕上显示相应的报警窗口或指示,有些报警发生时甚至会引起清花车自动停车。
具体报警条件如下:
1、 位移传感器超正量程或负量程;
2、 棉层厚度超厚或超薄;
3、 天平罗拉转速过高或过低;
4、 计长计数脉冲信号紊乱;
5、 变频器故障;
6、 棉卷棒缺位;
7、 小车未复位;
8、 急停按钮按下;
9、 紧压罗拉棉层过厚;
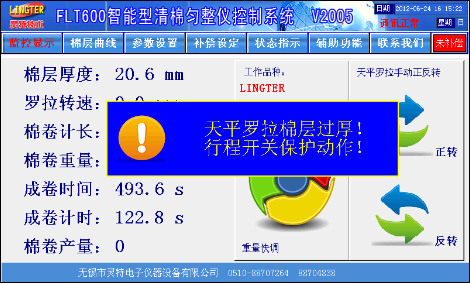
10、 天平罗拉棉层过厚;
11、 安全回路报警;
12、 链条断裂;
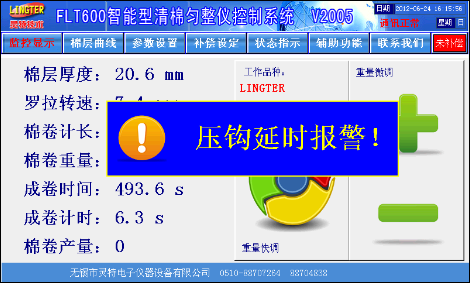
13、 压钩动作超时;
14、 小车动作超时;
15、 外部设备故障;
三、 部分报警画面如下:

电话:0510-88707264,88704838
传真:0510-88704838-616
